
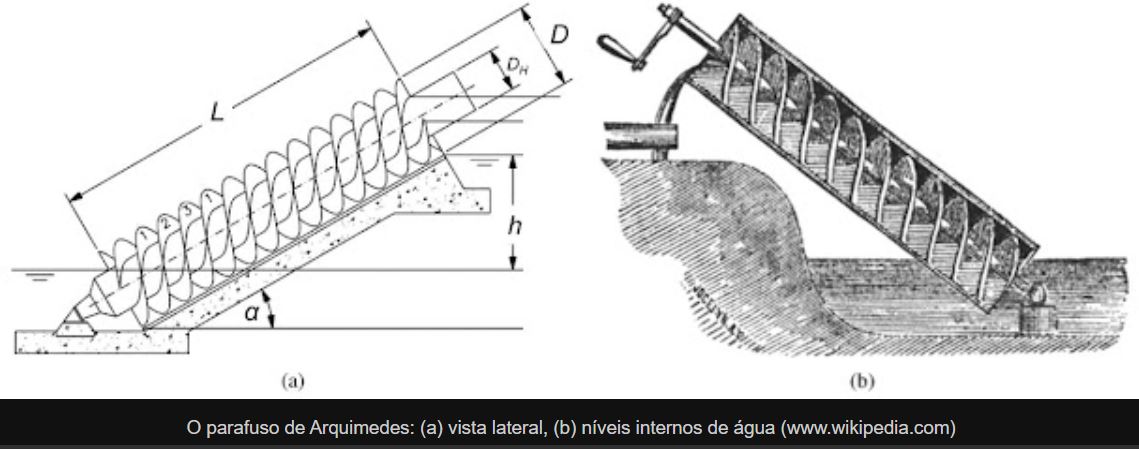
O objetivo da fundição é o de dar forma adequada ao metal, vertendo-o em um estado líquido dentro da cavidade de um molde com a forma desejada, o que consiste essencialmente na aplicação pura e simples do princípio clássico de Arquimedes de que “o líquido toma a forma do vaso que o contém”; o próprio molde retira calor do metal líquido provocando sua solidificação e fixando sua forma inicial. (Prates, 1978)
A prática da fundição requer grande variedade de fornos de fusão de diferentes capacidades. O requisito básico para uma unidade é levar uma dada massa de metal com composição química especificada para a temperatura de vazamento numa velocidade de fusão desejada e com eficiência econômica (Prates, 1978).
Embora os fornos de fusão devam ser projetados para transferência eficiente de calor para a carga, a eficiência térmica não é o principal critério na escolha do equipamento e na prática a economia geral das operações de fusão dependem de muitos fatores, incluindo depreciação do capital e grau de utilização; os próprios custos operacionais incluem manutenção e mão de obra, bem como combustível e energia. Ou seja, a seleção do forno é determinada pelo custo, qualidade do metal, requisitos de produção e tipo de liga; flexibilidade para uma ampla gama de condições é em si uma vantagem para muitos tipos de produção (Beeley, 2001). A escolha do forno e de suas características principais passa a ser um estudo de viabilidade do projeto e não a busca da máxima eficiência por si só.
Tipos de Fornos de Fundição:
– Forno de Cadinho:
O aquecimento é feito normalmente por meio de gás ou óleo combustível. Ocasionalmente, utilizando-se fornos aquecidos por meio de carvão. Os cadinhos são construídos com argila e grafita, ou com carbeto de silício ligado com carbono. Esse tipo de forno é utilizado principalmente na fundição de ferro, aço, ligas de alumínio, de magnésio e de cobre (Prates, 1978). O forno cadinho é o tipo de forno adotado neste projeto.
Existem três classes principais de fornos de cadinho (Prates, 1978):
- Forno de extração por levantamento:
 |
| Forno de cadinho com aquecimento por queima a gás (Prates, 1978). |
- Forno de extração por empacotamento:
 |
| Forno de cadinho com aquecimento por queima a carvão (Prates, 1978). |
- Forno basculante:
 |
| Forno de cadinho basculante (Prates, 1978). |
A faixa de temperatura de trabalho desses fornos é de 200 a 1400ºC. Sua capacidade pode variar de 10 a 1000 kg. Por sua vez, a velocidade de fusão se situa entre 10 e 100kg/hora (Prates, 1978).
– Forno Cubilô
 |
| Forno cubilô (Prates, 1978). |
É um forno de cuba vertical sendo utilizado quase que exclusivamente na fusão de ferros fundidos. Produz 90% do ferro fundido usado nas fundições (Prates, 1978).
– Fornos de Indução
Este tipo de forno opera sob o mesmo princípio do transformador, em que é passada uma corrente por uma bobina primária; o metal (ou o cadinho) funciona como uma bobina secundária. Desta forma, são induzidas correntes parasitas (correntes de Foucault) no metal, produzindo um efeito de aquecimento. A profundidade de penetração da corrente é dependente da frequência. São amplamente utilizados equipamentos de alta frequência (~450 KHz) (Prates, 1978).
– Fornos de Resistência Elétrica
São normalmente fornos de cadinho, simples, aquecidos com resistência elétrica.
– Forno a Arco Elétrico
 |
| Esquema simplificado de um forno elétrico a arco (1998, A.L.V. da Costa e Silva). |
O forno a arco direto utiliza o calor da descarga elétrica em forma de arco, entre os eletrodos e o metal. Utilizado principalmente na fusão do aço. No forno a arco indireto o calor é produzido por radiação do arco elétrico gerado entre dois eletrodos, usado principalmente na fusão de quantidades pequenas de ferro-ligas ou ligas a base de cobre (Prates, 1978).






.jpg)




